Sơn phủ được sử dụng cho các kết cấu để bảo vệ các vật liệu khác nhau khỏi ăn mòn và xuống cấp, duy trì được hình ảnh và tính mỹ thuật của cấu trúc.
1. 3 yếu tố quan trọng phải xác định
Khi thiết kế và xây dựng nhằm đạt được chất lượng lớp sơn lâu dài là:
- Chọn đúng vật liệu sơn phủ
- Làm sạch bề mặt hoàn toàn: Hệ thống phòng phun bi thép
- Sơn cẩn thận để đảm bảo toàn bộ bề mặt có chiều dày lớp sơn chính xác
2. Các tiêu chuẩn công nghiệp liên quan được đưa ra bởi
- SSPC (Hiệp hội sơn phủ)
- NACE International (Trước đây là Hiệp hội các kỹ sư chống ăn mòn quốc gia Hoa Kỳ)
- ICRI (Viện sửa chữa bê tông quốc tế)
- ASTM International (Trước đây là Hiệp hội kiểm tra và vật liệu Hoa Kỳ)
SSPC và NACE đi đầu trong việc phát triển
- Các hình ảnh tham khảo bằng mắt thường
- Chuẩn bị bề mặt thép bằng cách sử dụng dung môi
- Dùng tay và công cụ trợ giúp, nước áp lực
- Phun hạt mài làm sạch
3. Tiêu chuẩn Làm sạch bằng hạt mài và các hình ảnh tham khảo
- Làm sạch bề mặt bằng hạt mài liên quan đến việc sử dụng khí nén áp lực cao để phun hạt mài vào bê mặt thông qua béc phun đặc biệt
- Hạt mài sẽ lấy đi sơn, gỉ sét và lớp thép bề mặt (lớp thép bị oxy hóa)
- Các cấp độ làm sạch có thể đạt được tùy thuộc vào thời gian phun trên cùng vị trí
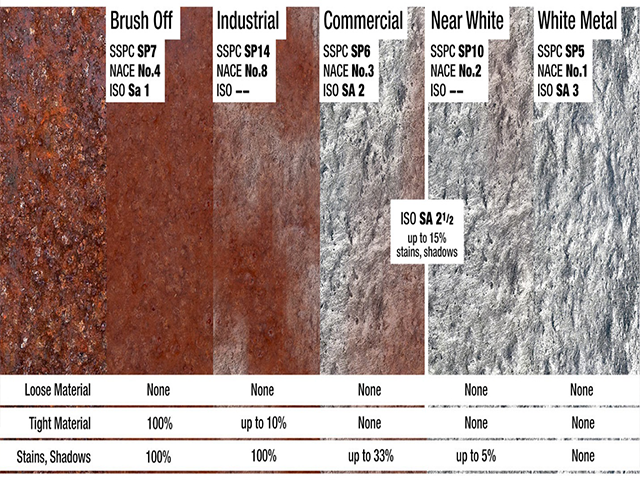
1. Các cấp độ làm sạch được định nghĩa trong các tiêu chuẩn là
- SSPC-SP 7/NACE 4, tương đương ISO SA1.0 Làm sạch Brush-Off (tẩy lớp gỉ sét, sơn bong tróc, và tẩy lớp thép đen; các chất bẩn còn bám)
- SSPC-SP 14/NACE 8, Làm sạch công nghiệp (tẩy lớp gỉ sét, sơn bong tróc, và tẩy lớp thép đen; các chất bẩn có thể còn 10% trên đơn vị diện tích bề mặt, các vật chất khác có thể còn ở các khu vực giới hạn cho việc làm sạch)
- SSPC-SP 6/NACE 3, tương đương ISO SA2.0, Làm sạch thương mại (tẩy lớp gỉ sét, sơn bong tróc, và tẩy lớp thép đen; các chất bẩn còn lại có thể lên đến 33% đơn vị diện tích)
- SSPC-SP 10/NACE 2, tương đương ISO SA2.5, Làm sạch gần trắng thép (tẩy lớp gỉ sét, sơn bong tróc, và tẩy lớp thép đen; các chất bẩn còn lại có thể lên đến 5% đơn vị diện tích)
- SSPC-SP 5/NACE 1, tương đương ISO SA3.0, Làm sạch trắng thép (tẩy lớp gỉ sét, sơn bong tróc, và tẩy lớp thép đen; các chất bẩn không còn)
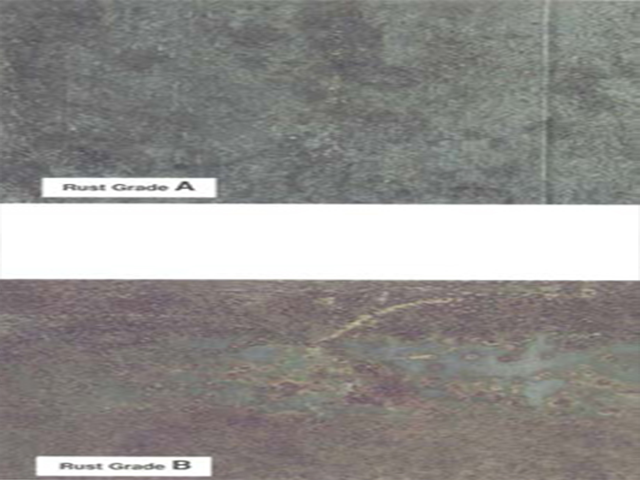
2. Phân cấp thép đầu vào trước khi làm sạch được thể hiện như sau
- Phân cấp A – Bề mặt thép đã chớm gỉ nhưng rất ít, tạo nên màu vàng nhạt trên mặt thép.
- Phân cấp B – Bề mặt thép đã bắt đầu bị gỉ đốm và xuất hiện gỉ móng, tạo nên màu vàng sẫm có vết đốm trên bề mặt thép.
- Phân cấp C – Bề mặt thép đã có vảy gỉ, có thể bong được, tạo nên vài vết lõm nhỏ có thể nhìn được bằng mắt thường.
- Phân cấp D – Bề mặt thép đã có nhiều vảy gỉ, xuất hiện nhiều vết lõm nhỏ có thể thấy được dễ dàng bằng mắt thường.
- Phân cấp E – Không có trong VIS 1.
- Phân cấp F – Không có trong VIS 1.
- Phân cấp G1 – Bề mặt phủ lớp gỉ sét, lớp gỉ có thể bong tróc một phần.
- Phân cấp G2 – Bề mặt phủ lớp gỉ sét, lớp gỉ có thể bong tróc phần lớn.
- Phân cấp G3 – Bề mặt phủ lớp gỉ sét, lớp gỉ có thể bong tróc toàn bộ.
Ví dụ về hình ảnh phân cấp A và B trước khi làm sạch bề mặt
4. Tiêu chuẩn làm sạch bằng hạt mài (vật liệu phi kim)
- Sử dụng tiêu chuẩn SSPC-SP 16
- Làm sạch Brush-Off thép mạ kẽm có sơn
- Không sơn phủ, thép không gỉ, và vật liệu phi kim loại
Kết luận
- Đây là tài liệu tìm và tập hợp ở các nguồn khác nhau tiêu chuẩn làm sạch hạt mài
- Rất mong mang lại một chút kiến thức ngành về làm sạch bề mặt
- Sự phản hồi giúp chúng tôi có nội dung tốt hơn
Bài viết liên quan:
- Cần giám sát độ sạch của hạt mài
- So sánh đặc tính của hạt mài
- Hạt mài không tái sử dụng hay tái sử dụng? ưu và nhược điểm
- Tại sao phải xử lý bề mặt kim loại – Sử dụng hạt mài
- Xử lý làm sạch đánh bóng bề mặt kim loại