Phun bi làm sạch bằng hạt mài là một công đoạn, hạt mài được phun ra bằng áp lực khí nén qua ống cao su và béc phun.
Hạt mài đi ra khỏi béc phun ở vận tốc cao (có thể lên đến 60-180m/s) tác động lên bề mặt làm bóc đi vật liệu và tạo độ nhám (biên dạng bề mặt).
Hạt mài được sử dụng có nhiều loại khác nhau dựa trên yêu cầu xử lý bề mặt.
Các đặc tính làm việc, đánh giá là rất quan trọng khi xác định loại hạt mài nào được lựa chọn cho công việc cụ thể.


Nội dung chính
1. Hạt mài?
- Hại mài có các hình dạng và kích thước khác nhau
- Lực tác động của hạt mài, khi phun lên bề mặt là yếu tố quan trọng để đánh giá độ nhám bề mặt
- Hầu hết các hệ sơn công nghiệp yêu cầu hình dạng bề mặt, có đỉnh, đáy nhọn để tăng độ bám dính
- Độ dày lớp sơn, sẽ quyết định độ nhám bề mặt và kích thước loại hạt mài làm sạch bề mặt thép
- Khi chọn kích thước hạt mài, điều quan trọng là độ nhám quá cao, hay thấp sẽ ảnh hưởng đến chất lượng lớp sơn
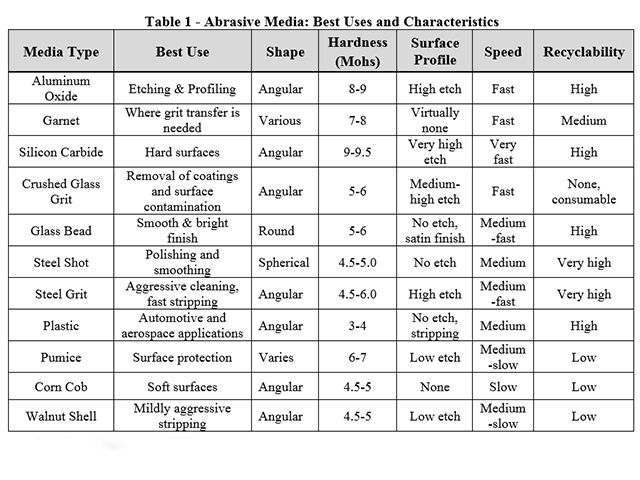
2. Các loại hạt mài
- Các loại hạt mài khác nhau có các lợi điểm khác nhau tùy thuộc vào mục đích ứng dụng
- Cần hiểu rõ tính chất và lựa chọn đúng loại hạt mài cho công việc
- Bảng số 1 liệt kê các khác biệt của hạt mài và các ứng dụng lý tưởng
- Làm sạch bề mặt thông thường chia làm hai nhóm: tái sử dụng và không tái sử dụng
-
- Hạt mài không tái sử dụng: thì có tỷ lệ vỡ, nứt cao, làm cho chúng quá nhỏ(nhiều bụi).
- Hạt mài tái sử dụng: được có thể dùng rất nhiều lần, do khả năng vỡ thấp.
#3. Lựa chọn loại hạt
- Quyết định quan trọng trong việc làm sạch bề mặt bằng hạt mài
- Các loại hạt khác nhau có độ cứng, hình dạng, tỷ trọng khác nhau, có nhiều kích thước
- Các tiêu chuẩn cụ thể để xác định độ sạch, độ nhám yêu cầu để lựa chọn loại hạt mài
- Dựa trên loại thiết bị và thông số vận hành, trước khi bắt đầu công việc
Việc làm sạch truyền thống
-
- Ngày nay, làm sạch bề mặt hạt mài là công đoạn rất quan trọng được sử dụng không chỉ để tẩy gỉ sét
- Chuẩn bị bề mặt cho lớp sơn chất lượng cao hay xử lý bề mặt để có hoa văn theo yêu cầu của khách hàng
4. Các tiêu chuẩn dùng để đánh giá
1. Các tiêu chuẩn công nghiệp
- Như SSPC-AB 1
- SSPC-AB3
- MIL-A-22262B(SH) thường được dùng để đánh giá đặc tính làm việc và thành phần hạt mài
2. Các tiêu chuẩn bao gồm các kiểm tra như
- Tỷ trọng, độ cứng, độ nhiễm muối (dẫn điện), hàm lượng dầu, hàm lượng cát tinh thể
- Phân bố cỡ hạt (phân tích bằng sàng), hàm lượng các kim loại
- Độ vỡ, độ phóng xạ, kích thước, hình dạng và độ bền
3. Các quy định về sức khỏe và an toàn
- Yêu cầu tất cả các hạt mài cần kiểm tra về tính độc hại có thể ảnh hưởng đến sức khỏe công nhân và môi trường
5. Ảnh hưởng của hạt mài đến đặc tính bề mặt
- Hiệu quả của lớp sơn thường được dự báo dựa trên chất lượng của việc chuẩn bị bề mặt sơn
- Việc chuẩn bị bề mặt thì được xem như là công đoạn tốn kém nhất của quá trình kiểm soát ăn mòn
1. Yếu tố rất quan trọng khi lựa chọn hạt mài
-
- Lựa chọn hạt có thể làm sạch hiệu quả
- Tạo được độ nhám phù hợp với độ dày hệ sơn
- Tiêu hao hạt thấp không chỉ đạt được chất lượng mà còn tăng lợi ích kinh tế
2. Chi tiết hơn
-
- Hạt mài nhỏ hơn có thể tạo nhiều tác động lên bề mặt hơn với cùng một khối lượng hạt
- Nhiều hạt trong dòng khí sẽ giúp phun nhanh hơn với cùng thời gian
- Khi tạo độ nhám trên bê tông, gỗ, thì hạt mài cứng và đắc tiền, hoặc quá thô là không cần thiết
- Tuy nhiên khi làm sạch thép để sơn phủ, có các yếu tố khác cần quan tâm
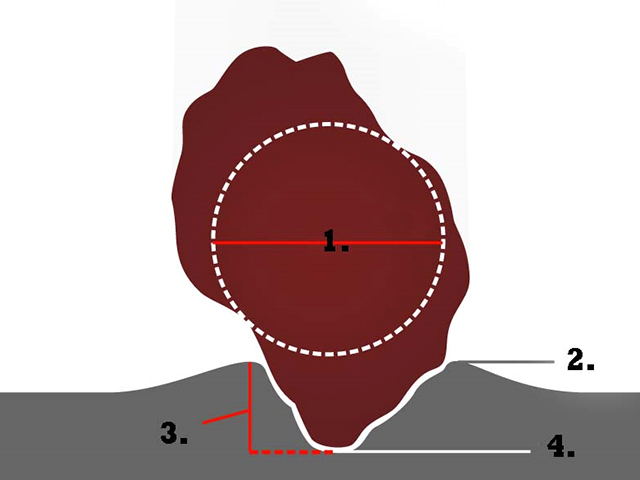
3. Hạt garnet kích thước mesh 80 tạo độ nhám 3.6mil (90 microns) trên bề mặt thép
-
-
- 177 microns = 7 mils
- Đỉnh nhọn bề mặt
- 2 microns = 3 mils
- Đáy bề mặt
-
4. Biên dạng đo
-
- Khi hạt mài đủ cứng chạm vào bề mặt, chúng thay đổi hình dạng bề mặt thành các đáy và đỉnh nhọn
- Khoảng cánh giữa chóp đỉnh, đáy được gọi là chiều sâu của biên dạng bề mặt
- Ở Hoa Kỳ, biên dạng này được đo bằng mils (tính bằng phần ngàn của inch), theo hệ mét thì micron (một phần triệu của mét) được sử dụng
- Theo tính toán thì 1 mil bằng với 25.4 micron
- Để có độ bám dính tối ưu thì lớp sơn phủ nên bao phủ hoàn toàn các đáy và đỉnh nhọn
- Độ nhám bề mặt càng lớn, khả năng bám dính càng cao
- Tuy nhiên, nếu bề mặt có độ nhám quá lớn, các đỉnh có thể nhô lên khỏi bề mặt lớp sơn, tạo thành các điểm gỉ sét
5. Những lỗi sai gây tốn kém
-
- Đây là sai lầm tốn kém: làm sạch phải phun lại hạt mài nhỏ hơn để giảm độ nhám theo yêu cầu
- Độ nhám được thiết lập đặc thù theo các công ty sản xuất sơn dựa vào độ dày hệ sơn và môi trường làm việc
- Độ nhám thường là một phần của yêu cầu kỹ thuật khi sơn
6. Các thành phần của hạt mài ảnh hưởng đến độ nhám bề mặt
Có bốn thành phần của hạt mài liên quan đến độ nhám bề mặt
1. Kích thước hạt
-
- Hạt càng lớn thì tạo được độ nhám càng lớn (nhưng phun hạt với cỡ hạt lớn sẽ giảm số lượng tác động lên bề mặt so với sử dụng hạt nhỏ)
- Hạt nhỏ hơn sẽ phun nhanh hơn, tạo được diện tích làm sạch lớn hơn và có độ nhám đồng đều hơn
- Tuy nhiên nếu hạt mài quá nhỏ sẽ không tạo được độ nhám lớn.
- Tốt nhất là sử dụng hạt mài nhỏ nhất có thể để tạo được độ nhám theo yêu cầu kỹ thuật
2. Hình dạng
-
- Hình dạng của hạt ảnh hưởng đến cách va chạm của hạt mài vào bề mặt thép nền
- Hạt góc cạnh “cắt” lớp sơn cũ, gỉ sét và thép nền nhanh hơn, tạo biên dạng góc cạnh cho bề mặt
- Hạt tròn tạo thành các “điểm nhấn” tròn trên bề mặt
- Hạt tròn tạo ít đỉnh nhọn hơn hạt cạnh
- Số lượng các đỉnh nhọn rất quan trọng khi phun phủ nhiệt kim loại
3. Độ cứng
-
- Độ cứng quyết định hạt quyết định biên dạng bề mặt của lớp vật liệu
- Độ nhám bề mặt không chỉ liên quan đến độ cứng của hạt mài mà còn do độ cứng của lớp vật liệu (như nhôm thì mềm hơn thép)
- Độ cứng của hạt mài thường được tính bằng Mohs, dao động từ 1 (mềm nhất) đến 10 (cứng nhất – kim cương)
- Phần lớn các hạt mài có thể tạo được biên dạng bề mặt góc cạnh trên lớp thép carbon có độ cứng ít nhất là 6.0 Mohs
4. Tỷ trọng
-
- Tỷ trọng của hạt ảnh hưởng đến năng suất làm sạch và tạo nhám trên bề mặt
- Khi phun cùng một áp suất khí nén, hạt có tỷ trọng lớp hơn tạo được độ nhám cao hơn hạt có tỷ trọng thấp hơn
- Hạt mài có tỷ trọng cao cũng tạo ra ít bụi hơn
5. Các yếu tố khác
-
- Các yếu khác có thể ảnh hưởng đến năng suất
- Khả năng làm sạch
- Tiêu hao và khả năng hình thành bụi
7. Kết Luận
- Yếu tố quan trọng nhất quyết định đến kết quả làm việc lâu dài của hệ sơn phủ: chất lượng chuẩn bị bề mặt
- Có hai mục đích của việc chuẩn bị bề mặt: làm sạch và tạo nhám
- Hạt mài được lựa chọn phải có khả năng đạt được hai mục đích này